Лінія виробництва тиснених металевих композитних зовнішніх панелей

Короткий опис:
Лінія з виробництва зовнішніх металевих композитних панелей з рельєфним покриттям – це виробництво нових екологічно чистих легких будівельних матеріалів, які зараз популярні у світі.та декоративні стінові панелі на основі пінополіуретану.Він може виготовляти вогнезахисні теплоізоляційні декоративні стінові панелі зі сталевою пластиною на поверхні.поліуретан в середині.і алюмінієву фольгу або сталеву пластину на дні.
Деталі продукту
Теги товарів
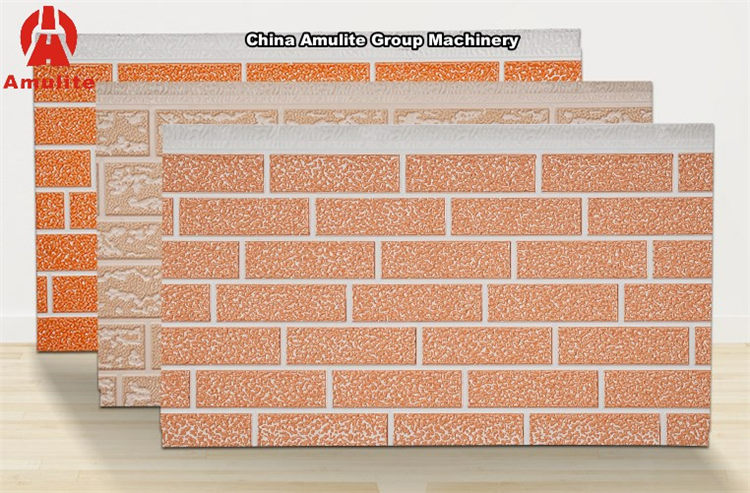
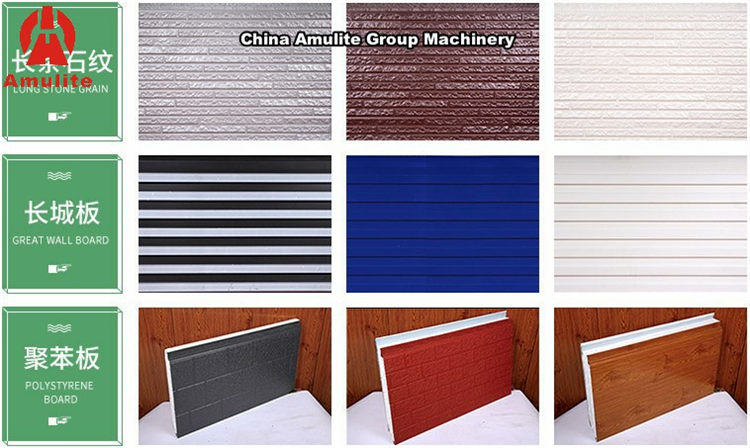
1. Введення стінової панелі
Лінія з виробництва зовнішніх металевих композитних панелей з рельєфним покриттям – це виробництво нових екологічно чистих легких будівельних матеріалів, які зараз популярні у світі.та декоративні стінові панелі на основі пінополіуретану.Він може виготовляти вогнезахисні теплоізоляційні декоративні стінові панелі зі сталевою пластиною на поверхні.поліуретан в середині.і алюмінієву фольгу або сталеву пластину на дні. Основні сфери застосування продукції: реновація старих будівель.елітні апартаменти на віллах.вілли.готелі.легкі сталеві конструкції.мобільні будинки.фермерські будинки.великі торгові центри.внутрішні та зовнішні стіни заводів.тощо

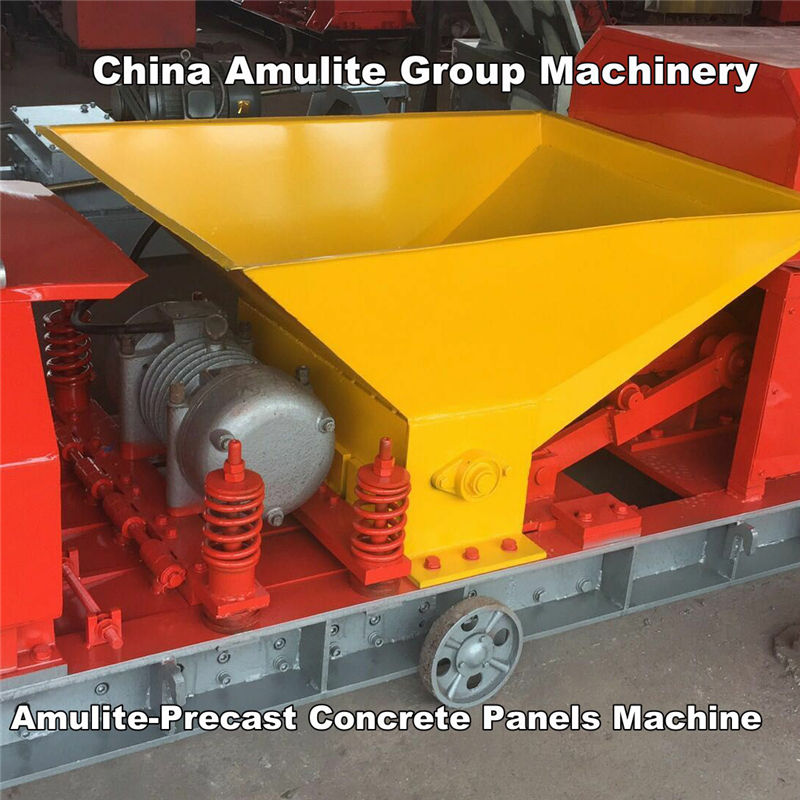
2. Склад обладнання
Виробнича лінія тиснених металевих композитних зовнішніх панелей Головний розмотувач→ Машина для тиснення→ Машина для вирівнювання→ Машина для бічного формування→ Нагрівальна платформа→ Машина для ін’єкцій AB пінопласту→ Машина для ламінування алюмінієвої ланцюгової плити→ Відрізання пиляльної дошки→ Фарбування→ Упаковка тощо.
3. Основні технічні параметри лінії виробництва рельєфних металевих композитних зовнішніх панелей
Специфікація стінових панелей: A.380 × 16 мм B. (380-500) × (30-40) мм
Швидкість виробництва: 4-10 м/хв
Довжина подвійної гусеничної машини з алюмінієвого сплаву: 18-24 м
Загальна потужність обладнання: близько 60 кВт
Потужність виробничої лінії: близько 1 000 000 кв.м.

4. Рельєфні металеві композитні зовнішні панелі Виробнича лінія Впровадження структури та функції блоку
Ⅰ.Розмотувач
Функція: використовується для розмотування та тиснення сталевих котушок
Тип конструкції: зварювальний каркас із сталі.Бічне зміщення здійснюється за допомогою гідравлічного циліндра.Запобігайте відхиленню матеріалу котушки.Розмотування приймає пасивний тип.Є пневматичне гальмо для контролю натягу.

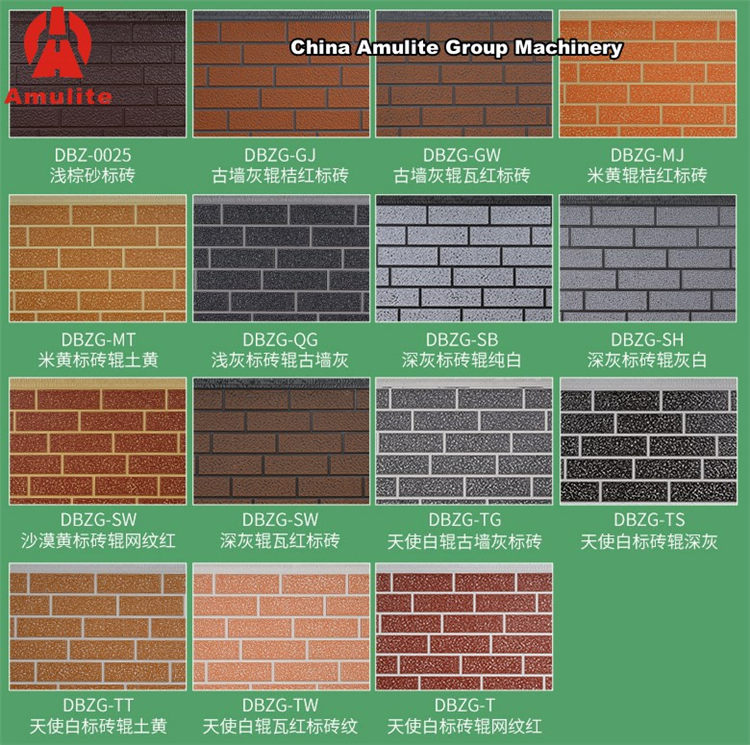
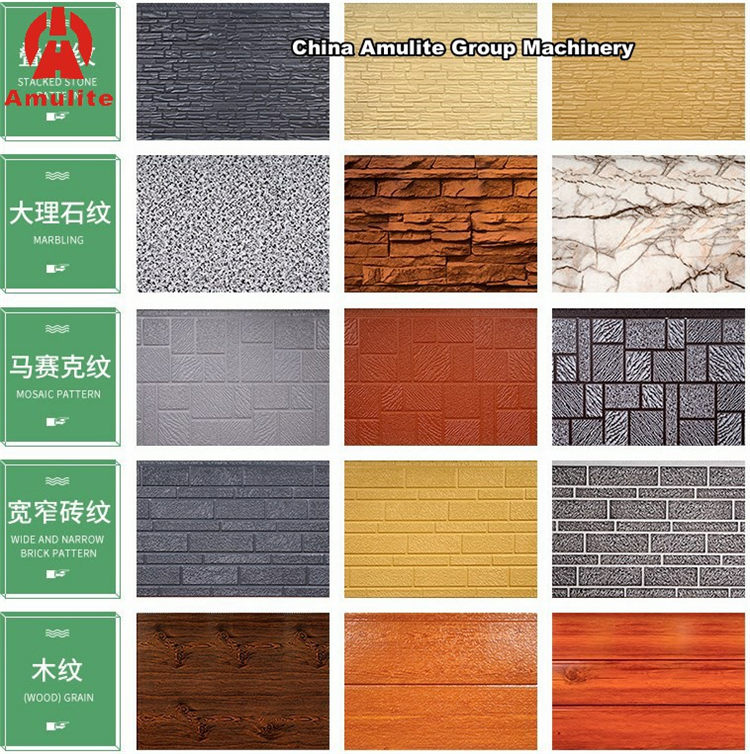
Ⅱ.Машина для тиснення
Функція: відповідно до різних візерунків стінової панелі.Два протилежні металеві валики для тиснення використовуються для натискання різних візерунків кольорової сталі.
Ⅲ.Машина для спінювання:
Машина безперервного спінювання низького тиску типу BLC(R) або машина високого тиску спінювання PH(R/F).Використовуйте 1 резервуар для смоли (A).1个Резервуар для затверджувача (B);Два блоки дозуючих насосів приводяться в рух незалежними двигунами із змінною частотою.Вихідний потік насоса-дозатора контролюється шляхом зміни швидкості насоса-дозатора. Нарешті.Компоненти змішуються відповідно до необхідного співвідношення та рівномірно розпилюються між нижніми сталевими пластинами або іншими субстратами.

Ⅳ.Машина для формування
Функція: форма тисненої кольорової сталі була оброблена багатоколісним фланцем.
Ⅴ.Ламінатор
Функція: Повне спінювання та формування поліуретану в режимі онлайн; Блок ланцюгової пластини складається з приводного двигуна.ланцюгове колесо.Ланцюгова пластина з алюмінієвого сплаву.Штифтовий вал і підшипник кочення.Використання методу нагріву електричної нагрівальної трубки;Це може швидко нагріти подвійну стрічкову машину до температури, необхідної для виробництва。Коли температура досягає заданого значення.Електричне опалення можна ввімкнути або вимкнути відповідно до реальної ситуації.
Ⅵ.Пиляльний верстат фіксованої довжини
Функція: розпилювання сформованої дошки відповідно до встановленого розміру.
Функція: Основа.Фюзеляж і верхня рухома рама приймають конструкцію зварювальної сталі та плити.З’єднані лінійною направляючою рейкою.Монтажна поверхня напрямної рейки готова.Забезпечте точність встановлення; Двигун пилки встановлено на верхній рухомій рамі.Рухома рама приводиться в рух редукторним двигуном.Бічний рух;Затискний пристрій встановлено на корпусі.Він складається з повітряного циліндра та пресувального блоку;Пристрій скидання складається з циліндра та буферного пристрою;Коли пластина досягає встановленої довжини.Затискний циліндр штовхає затискний блок вниз.А циліндр скидання штовхає тіло, щоб воно рухалося разом із пластиною;В той самий час.Двигун пиляння запускається.А редукторний двигун змушує верхню рухому раму рухатися горизонтально.Таким чином, щоб реалізувати поперечне різання пластини;Після завершення різання.Затискний пристрій піднято.А циліндр скидання змушує тіло повернутися до початкової точки скидання.
5. Рельєфні металеві композитні зовнішні панелі Автоматичне керування виробничою лінією
Система автоматичного керування розділена на чотири частини: контроль зони розмотування та тиснення.Контроль площі формування та ламінування.Контроль площі спінювання та контроль площі розпилювання.Загальна потужність становить близько 60 кВт; нагрівальна платформа становить близько 30 кВт.Вся система керування складається з програмованого контролера.Тестовий перемикач.Драйвер інвертора Delta та інші компоненти.Через сенсорний екран введення параметрів і кнопок.Реалізуйте автоматизоване виробництво виробничої лінії.Його продуктивність надійна та стабільна.А операція проста й легка.